Некоторое время потратил на поиски станка с мастером, который может расточить цилиндр без снятия головки. Пока не нашел. Все предлагают снять головку с цилиндра. Поскольку дескать некуда выходить расточной головке. Кто нибудь реально откручивал ее с цилиндра? В инструкции на М-11 нарисована установка и технология снятия головки для расточки цилиндра. В книге по ремонту аш-62 технология шлифования цилиндра в приспособлении без снятия головки. А что в книге по ремонту М-14? Может кто в курсе.
Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Примечание: This feature may not be available in some browsers.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нем неправильно.
Необходимо обновить браузер или попробовать использовать другой.
Необходимо обновить браузер или попробовать использовать другой.
Ремонт М-14. Снятие головки с цилиндра.
Не просто отхонинговать, а устаранить дефекты, и вернуть все исходные размеры. Технологии две - с помощью плазменного напыления, и хромирование. У плазмы один недостаток - дорого. Материал импортный. Мне была озвучена цена расхода порошка - около 5 тыс. на цилиндр без работы. Хромирование дешевле, но соблюдение технологии очень жесткое.
А вот так пишут про снятие головки м-11.
...К неисправностям, которые могут вызвать ремонт цилиндров, относятся: течь масла из-под головки, шатание головки, износ зеркала цилиндра и. образование овала, износ и задир направляющих и гнезд клапанов, незначительные риски на зеркале цилиндра, поломка или вырывание шпилек крепления стойки коромысла, помятость ребер цилиндра.
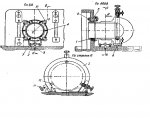
При течи или шатании головки проще всего заменить цилиндр. В некоторых случаях можно переставить головки, для чего I необходимо иметь специальный бак из котельного железа I (рис. 173 и 174) по размеру цилиндра, с ребристыми колодками. В бак заливается касторовое масло так, чтобы оно закрыло головку.1 Цилиндр укрепляется головкой внутрь. При помощи специальной электрогрелки масло нагревается до температуры 260—280 градусов Цельсия. На фланец цилиндра надевается специальный шаблон с восемью штырями, которые вводятся в отверстия на фланце цилиндра. Затем шаблон вращают вместе с гильзой цилиндра. При этом головка вывертывается Если- головка не вывертывается, нагреть ее в масле вторично до температуры 300°. Снятую головку следует вынуть из масла, тщательно очистить, промыть резьбу, положить сного
в ванну с маслом,, подогретым до 260—280°; температура замеряется ртутным термометром. Предварительно необходимо сделать метки на ребрах головки и цилиндра. После нагрева цилиндр своим фланцем крепится на приспособлении: сверх фланца накидываются два барашка, устраняющие перемещение цилиндра вдоль оси. Накладным эластичным ленточным ключом плотно обжимаются ребра, и головка сворачивается.
А вот так пишут про снятие головки м-11.
...К неисправностям, которые могут вызвать ремонт цилиндров, относятся: течь масла из-под головки, шатание головки, износ зеркала цилиндра и. образование овала, износ и задир направляющих и гнезд клапанов, незначительные риски на зеркале цилиндра, поломка или вырывание шпилек крепления стойки коромысла, помятость ребер цилиндра.
При течи или шатании головки проще всего заменить цилиндр. В некоторых случаях можно переставить головки, для чего I необходимо иметь специальный бак из котельного железа I (рис. 173 и 174) по размеру цилиндра, с ребристыми колодками. В бак заливается касторовое масло так, чтобы оно закрыло головку.1 Цилиндр укрепляется головкой внутрь. При помощи специальной электрогрелки масло нагревается до температуры 260—280 градусов Цельсия. На фланец цилиндра надевается специальный шаблон с восемью штырями, которые вводятся в отверстия на фланце цилиндра. Затем шаблон вращают вместе с гильзой цилиндра. При этом головка вывертывается Если- головка не вывертывается, нагреть ее в масле вторично до температуры 300°. Снятую головку следует вынуть из масла, тщательно очистить, промыть резьбу, положить сного
в ванну с маслом,, подогретым до 260—280°; температура замеряется ртутным термометром. Предварительно необходимо сделать метки на ребрах головки и цилиндра. После нагрева цилиндр своим фланцем крепится на приспособлении: сверх фланца накидываются два барашка, устраняющие перемещение цилиндра вдоль оси. Накладным эластичным ленточным ключом плотно обжимаются ребра, и головка сворачивается.
Вложения

- Откуда
- подмосковье
Ну.. .про хромирование забудьте сразу или ищите замену первому кольцу. Оно тоже хромированное, хром по хрому недопустимо.
Либо растачивать и азотировать,потом хон, либо новые делать и азотировать.
Но это экономически невыгодно, ибо еще пока есть советские запасы.
М-11 разбирается и то не всегда. Иногда нитки резьбы от головки остаются на цилиндре. Иногда не откручивается вообще. А там натяга по резьбе нет, есть контргайка.
Сам подумываю о разборке цилиндра м-14. Но это летом, на улице. Ванна с горячим маслом не для работы внутри помещения.
Либо растачивать и азотировать,потом хон, либо новые делать и азотировать.
Но это экономически невыгодно, ибо еще пока есть советские запасы.
М-11 разбирается и то не всегда. Иногда нитки резьбы от головки остаются на цилиндре. Иногда не откручивается вообще. А там натяга по резьбе нет, есть контргайка.
Сам подумываю о разборке цилиндра м-14. Но это летом, на улице. Ванна с горячим маслом не для работы внутри помещения.
Мне нужно восстановить 45 цилиндров. По какой цене и где их можно взять из Советских запасов?Но это экономически невыгодно, ибо еще пока есть советские запасы.
Вот эскиз одного из вариантов приспособы для закрепления цилиндра.
Вложения

Konstantinos
Я обучаюсь на пилота!
- Откуда
- сыктывкар
Головку можно снять, нагревая её до температуры 280 град. Тенпературу контролировать посыпав сахарный песок. Расплавится сахар- температура достигнута. Усилие отвертывания очень большая, т.к. резьба трапецеидальная, нарезанная специальной фрезой.
слишком примитивно
лет уже 6 пользуюсь таким приборчиком.
http://www.youtube.com/watch?v=DA58d1Qwm-Y
купил за 1,5 рубля и очень доволен.
- Откуда
- подмосковье
А вы цену на поковку из 38хмюа или 40ХН2МА узнайте, на термо и мехобработку, на азотирование, хонингование..Мне нужно восстановить 45 цилиндров. По какой цене и где их можно взять из Советских запасов?
20 тыщ за цилиндр раем покажется.
Сами же вы не сделаете всего этого....
Для М-11 есть смысл заморачиваться, цилиндров в природе нет, а спрос на моторы появился... И технологически проще.
Пытаться что-то пылить на гильзу для восстановления это совсем компромиссная технология, неровен час облезет, там и температура и деформации циклические.. Растачивать под ремонт, так поршни надо ковать, тоже не 5 копеек.
Кстати, а чем вам эти 45 цилиндров не нравятся? Из допуска выработался или локальные дефекты?
Хромировать цилиндры после шлифования в номинальный размер это как раз авиационная технология, рекомендованная для радиальных двигателей ("ремонт аш-82"). Значит считали что не сразу облезет. Технология расписана полностью. Нет только конкретных размеров под м-14. Что я и пытаюсь найти. Так как книгу "РЕМОНТ М-14" пока купить не могу. Но пытаюсь.
Про цену новых. Просто сейчас ВМЗ выгодней продать новые комплекты цилиндр-поршень за несколько десятков раз завышенную цену чем ремонтировать старые.
Насчет цены: возмите для примера двигатель Д-144. Воздушное охлаждение. 105 мм поршня, как у М-14. Давление выше (так как дизель). Цена цилиндр-поршень (а поршень раза в три больше чем у м-14, с камерой сгорание в поршне - технологически сложен) - Комплект (цилиндр, поршень) Д144-1000101
Цена: 1475.00 руб. за компл. . http://autoregion76.ru/?mode=product&product_id=10333403 И не надо про неавиационные технологии. В автомобиле-тракторостроении они за последние лет 15 ушли вперед от поршневых авиамоторов лет на 100. В том числе и по надежности. Про свечи уже все проговорили (ветка про Як12).
А цилиндры были изношены, а потом на износ наложилось длительное неправильное хранение (около 30 лет). соответственно еще и коррозия.
Про цену новых. Просто сейчас ВМЗ выгодней продать новые комплекты цилиндр-поршень за несколько десятков раз завышенную цену чем ремонтировать старые.
Насчет цены: возмите для примера двигатель Д-144. Воздушное охлаждение. 105 мм поршня, как у М-14. Давление выше (так как дизель). Цена цилиндр-поршень (а поршень раза в три больше чем у м-14, с камерой сгорание в поршне - технологически сложен) - Комплект (цилиндр, поршень) Д144-1000101
Цена: 1475.00 руб. за компл. . http://autoregion76.ru/?mode=product&product_id=10333403 И не надо про неавиационные технологии. В автомобиле-тракторостроении они за последние лет 15 ушли вперед от поршневых авиамоторов лет на 100. В том числе и по надежности. Про свечи уже все проговорили (ветка про Як12).
А цилиндры были изношены, а потом на износ наложилось длительное неправильное хранение (около 30 лет). соответственно еще и коррозия.
shplint
Я люблю самолеты!
- Откуда
- Белая Церковь
Чапай, вы на правильном пути- восстанавливать или, скажем пытаться восстанавливать цилидры М-14П - благородное дело. Но судя по Вашим постам - топчитесь на месте.
Во-первых обращаться к хромировке рабочей поверхности цилиндров, описанной в технологии ремонта АШ -82, бессмысленно т. к. она беззвозвратно утрачена (специализированные ремонтные предприятия не работают, станки пропиты, технологическая оснастка сдана в металлолом).
Во-вторых ответ кроится в самой концепции ремонта.
1.Цилиндры с размером более 105,18 выбраковуются, и к сожалению, восстановлению не подлежат.
2.Цилиндры подлежащие ремонту не растачиваются, а только хонингуются.
3.В конструкции хона и приспособления фиксации цилиндра ничего сложного нет. Изучите доступные Вам хонинговальные станки и изготовьте под них необходимые приспособления и оснастку.
Отработайте технологию хонингования на выбракованных цилиндрах. И наконец, - разберитесь в "деформационном сужении" -что это за зверь, нафига он нужен, где живет и что с ним делать. Ответ в той-же технологии ремонта АШ-82. Там ему уделено особое внимание. Удачи. По мере изучения темы можете рассчитывать на подсказки в личке.
Во-первых обращаться к хромировке рабочей поверхности цилиндров, описанной в технологии ремонта АШ -82, бессмысленно т. к. она беззвозвратно утрачена (специализированные ремонтные предприятия не работают, станки пропиты, технологическая оснастка сдана в металлолом).
Во-вторых ответ кроится в самой концепции ремонта.
1.Цилиндры с размером более 105,18 выбраковуются, и к сожалению, восстановлению не подлежат.
2.Цилиндры подлежащие ремонту не растачиваются, а только хонингуются.
3.В конструкции хона и приспособления фиксации цилиндра ничего сложного нет. Изучите доступные Вам хонинговальные станки и изготовьте под них необходимые приспособления и оснастку.
Отработайте технологию хонингования на выбракованных цилиндрах. И наконец, - разберитесь в "деформационном сужении" -что это за зверь, нафига он нужен, где живет и что с ним делать. Ответ в той-же технологии ремонта АШ-82. Там ему уделено особое внимание. Удачи. По мере изучения темы можете рассчитывать на подсказки в личке.
Что такое деформационное сужение понятно. Конкретно то сколько для м-14 знаете?
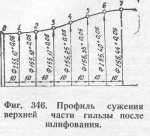
На каждый цилиндр составляется карта обмеров с указанием размеров внутреннего диаметра, конусности и овальности. Карта обмера должна сопровождать цилиндр до полного окончания процесса хромирования и механической обработки. Область сужения профиля измеряется в семи поясах через каждые 10 мм от верхней кромки так, как указано на фиг. 346 (размеры диаметров даны после восстановления) .
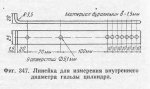
Измерения диаметров цилиндра производятся индикатором внутренних измерений с пределом измерения 100—160 мм с помощью специальной линейки
На нижеприведенном рисунке хотелось бы заменить размеры на М-14.
На каждый цилиндр составляется карта обмеров с указанием размеров внутреннего диаметра, конусности и овальности. Карта обмера должна сопровождать цилиндр до полного окончания процесса хромирования и механической обработки. Область сужения профиля измеряется в семи поясах через каждые 10 мм от верхней кромки так, как указано на фиг. 346 (размеры диаметров даны после восстановления) .
Измерения диаметров цилиндра производятся индикатором внутренних измерений с пределом измерения 100—160 мм с помощью специальной линейки
На нижеприведенном рисунке хотелось бы заменить размеры на М-14.
Вложения
shplint
Я люблю самолеты!
- Откуда
- Белая Церковь
Для М-14П деф.сужение составляет 0,27-0,29 мм (если мне не изменяет память)
Similar threads
- Ответы
- 94
- Просмотры
- 8887
- Ответы
- 26
- Просмотры
- 11779
Поделиться: