Georgе
Я люблю АВТОЖИРЫ !!!
- Откуда
- ЯНАО г.Ноябръск
Follow along with the video below to see how to install our site as a web app on your home screen.
Примечание: This feature may not be available in some browsers.
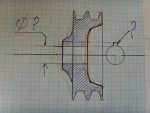
по опыту Лазарева, - если сажать с натягом на вал гидронасоса, имеющий шлицы, шпонка не нужна. Отверстие 15.9, вал - 16 мм.Какой оптимальный диаметр отверстия и шпоночный паз .
Ми же Вас предупреждали выше -По кубику - не поленился, перемерил ещё раз. Как ни странно, - кубик прямоугольный (а заготовка, соответственно, нет,
Доверяй, но проверяй !конечно если заготовка сама "ровная-кубическая"
Ну если вал на 16 мм достаточно ,то делайте под него.Буду сажатъ на горячую.по опыту Лазарева, - если сажать с натягом на вал гидронасоса, имеющий шлицы, шпонка не нужна. Отверстие 15.9, вал - 16 мм.Какой оптимальный диаметр отверстия и шпоночный паз .
Какой будет вал? Можно и на горячую, Д16 и так хорошо садится.
Ну если вал на 16 мм достаточно ,то делайте под него.Буду сажатъ на горячую.по опыту Лазарева, - если сажать с натягом на вал гидронасоса, имеющий шлицы, шпонка не нужна. Отверстие 15.9, вал - 16 мм.Какой оптимальный диаметр отверстия и шпоночный паз .
Какой будет вал? Можно и на горячую, Д16 и так хорошо садится.
тогда не мастерской... тогда я даже не буду говорить, "а что это за девочка, а где она живёт..."... ;D ;DВ варианте мастерской втулка была без плечиков! Как она должна была работать, не знаю.