- Откуда
- Санкт Петербург
Вот такой конфигурации
А размеры?
Одним куском или можно из нескольких?
Follow along with the video below to see how to install our site as a web app on your home screen.
Примечание: This feature may not be available in some browsers.
Вот такой конфигурации
Вот, вот. Кто-то точно не в теме. :STUPIDПохоже вы немного не в теме)
Вот такой конфигурации
А размеры?
Одним куском или можно из нескольких?
Консоли - 7м.
Ширина центроплана - 3,2.
Я не смотрю пока на листы и выпускаемые размеры. На данном этапе я хочу определиться что за оборудование можно сделать и какая будет технология. Требование - максимально уменьшить число элементов силовой конструкции и сделать упор на крупногабаритной сборке, а не из "мелочи" собирать. Сейчас уже прихожу и к другим методам - гальванопластика, печатать принтером по матрице с последующей фрезеровкой.Консоли - 7м.
Если винглеты вынести за скобки (а придется в любом случае) то сложностей не вижу. Гидроформовка тут в моем понимании нафиг не нужна. Даже для толщины 2мм.
Ширина центроплана - 3,2.
А вот тут есть вопросы.
Какого размера лист Вы собираетесь использовать?
Мне что то неизвестны такие размеры в доступе что бы одним листом обойтись в данном случае.
Доброго дня увадаемые форумчане!
Пресс, который формует изделия резиновым мешком вполне существует и работает. Только вечная проблема с этими мешками. То резину пробуют, то полиуретан. Ресурс маленький.
Но для решения описанной задачи нужен другой девайс: пресс Луар. Один тип используется для получения деталей с большими радиусами (панелей фюзеляжа), другой тип для деталей с малыми радиусами (лобовых частей крыльев, стабилизатора).
Принцип следующий: лист алюминия зажимается в приспособления с двух противоположных сторон и растягивается до сигма т. Далее эту "нятянутую простыню" натягивают на матрицу, имеющую форму требуемой детали, сделанную из трердых пород древисины или текстолита. Привод подачи может быть сделан на матрицу, а может быть совместным: матрицы и листа алюминия навстречу друг другу. Таким образом можно получить довольно крупные детали. После снятия напряжения, если технология выдержана правильно, детель в точности соответствует матрице. В реальности часто детали доводят резиновыми киянками.
Знаю, что таким образом получают детали в Казани и в Ульяновске. Наверное и на других заводах тоже используют - технология дешевая и дает высокое качество.
В принципе описание теории (номограммы растяжения в зависимости от геометрических размеров листа) и кое-какая документация у меня есть. Такой пресс можно самому изготовить, но дорого это. По моим оценкам 30-40т. железа плюс гидравлика и система управления для деталей 4х8м.
Я не смотрю пока на листы ивыпускаемые размеры.
Я не смотрю пока на листы ивыпускаемые размеры.
А зря. Не помню кто сказал, но звучало примерно так: "Хватит изобретать, начинайте проектировать!"
Напридумывать можно много чего, но на прикладном этапе можно осознать что всё это было нафиг не надо, ибо листов 4000х9000 (условно) наша промышленность не делает, а с листами 1200х3000 всё что мы изобретали оказалось нафиг не нужным.
В соседней теме вы интересовались 3D-печатью алюминиевой проволокой. Отвечу что это невозможно, точнее возможно, но не в атмосферных условиях и не бла-бла-бла... Проще сказать что невозможно.
В ответ Вам показали лазерное спекание модифицированных порошков. Техноголия перспективная в моем понимании, но на данном этапе ценник на материалы совершенно негуманный, и это при нестабильном качестве и не лучших физических характеристиках даже в нестабильном варианте.
Идти на острие прогресса круто, но дорого. Если при этом не являешься разработчиком хотя-бы части этого прогресса то неподъемно дорого.
На авиазаводах с незапямятных времён делают поверхности двойной кривизны методом обтяжки, примерно так как вы описали.Форма-лист-равномерно расположенные зажимы к листу-гидроцилиндры, и поехали. Но без резких переходов.Доброго вечера присутствующим.
Сам я обработку металла знаю слабо, образование не то, поэтому просто обрисую увиденное при изготовлении крыши легкового авто в макетном цехе автозавода. На станине стоял деревянный пуансон на который положили лист металла. По кругу прихватили зажимами, типа переносных тисков, которые через тальрепы были прицеплены к станине. Натянули. Металл аккуратно повторил пуансон. По моему достаточно доступная технология для самодела. Потом, говорили, вместо тальрепов были установлены гидроцилиндры. Металл правда кузовной.
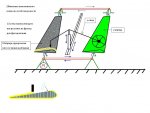
И как тогда придадите таким способом контур крыла со сложными поверхностями? Таким например:Зачем вам тогда такой станок? Есть экструдированные панели, можно фрезеровать из плиты, кучу уголков наклепать на толстую обшивку, наконец.
И как тогдапридадите таким способом контур крыла со сложными поверхностями? Таким например:
Кто не понял моей "мазни"
он дороже будет... тут узконаправленное оборудование, заточенное под определенные задачи для работы с крупногабаритными "деталями". Например самолет разделить на оперение, крыло и фюзеляж - и таким методом изготовлять в серийном производстве.Кто не понял моей "мазни"
Не проще ли тогда 3Д принтер?