- Откуда
- Лотошино
Флайнано, конечно интересно. Даже 70 кг весу всего. Электрический на батареях. Поднимает пилота до 100 кг. Время сборки двумя людьми 15 мин.
")
Да, ружья и пистолеты я строгал,а кроме того офигительные мечи из тарных досок рубанком. Но помимо этого, я в 5-м классе (занимаясь в авиамодельном кружке) уже выступал на соревнованиях за команду с планером класса А-1 (это парители, которые запросто улетают невесть куда). Дальше- больше, поступив в авиационный институт,я попал в "хорошую компанию" студенческого КБ, где мы строили такие вот композитные самолёты и планера, и учились летать на них же. А эти самолёты и планера мы делали из стеклопластика в основном, в матрицах и из 3-хслойки с пенопластом, про которые вы тут живописуете. И технологии зачастую приходилось "нащупывать", поскольку инструкций не было, хотя и ездили специально поучиться в Пренай, на планерную фабрику...Как и Вы я дырявил все что попадалось , перочиным ножичком стругал необструганные досточки для ящиков чтобы сделать себе шмайссер, в очередях стоял за 10см бамбуковой древесины из магазина "Юный Техник" и так далее - Я Вас хорошо понимаю.

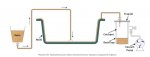
или мотогондолой (ами)...Высота крыльев над поплавком определяется винтом.
+ осадка, + всхожесть волны. Имеем водяной винтДиаметр винта 1.5 м. Значит 1.5/2= 0.75+0.6=1.3 м. Но это мало, для размещения человека. Примем 1.5 м.









Получается зря, сделал запрос в SolidWorks? REAA не существует?
Вам мало АОПА, ОФСЛА и ФЛА?Нужно сомоорганизоваться, для предотвращения подобных ситуаций
Потому,что REAA - глубоко законсирированная виртуальная организация. Организационная структура в целом, позаимствована у"Союза Меча и Орала", но базируется на современных информационных технологиях. Чтобы стать её членом, нужно пройти несколько обрядов инициации.Я понял, что стать членом REAA нельзя.Почему????