RAl
UD6ADQ
- Откуда
- Краснодарский край
[smiley=tekst-toppie.gif]apiskarev сказал(а):Красиво, ничего не скажешь! [smiley=thumbsup.gif]
[smiley=tekst-toppie.gif]apiskarev сказал(а):Красиво, ничего не скажешь! [smiley=thumbsup.gif]
Стараюсь.apiskarev сказал(а):Красиво, ничего не скажешь! [smiley=thumbsup.gif]
") Когда получается -испытываю наслаждение, это мой наркотик.
Когда получается -испытываю наслаждение, это мой наркотик. 

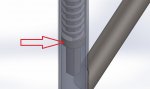
При сварке геометрия не ушла?marcons сказал(а):Обварил. Применил новое стеклянное сопло с двойной газовой линзой. Впервые получился блестящий шов, это говорит о правильном токовом режиме и хорошей защите шва.





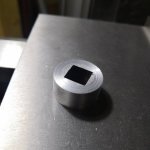
Уточнить можно ? Сварка использовалась ? Если да, то я знаю .marcons сказал(а):Это простая фрезерно-токарная работа. Отверстие 10х10 мм.
Хорошее предложение.alexcrazy сказал(а):





Когда писал, имел в виду такой способ.Уточнить можно ? Сварка использовалась ? Если да, то я знаю .Это простая фрезерно-токарная работа. Отверстие 10х10 мм.


Тоже вариант. Годится. В копилку знаний. Спасибо.rotordive сказал(а):Когда писал, имел в виду такой способ.