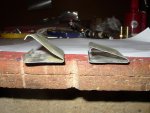
Ну,юноша - совсем без мук желаете обойтись?Догнуть до 15 градусов мешали полки, упирающиеся в нож пресса.
Одним словом по такой технологии сразу согнуть в требуемый размер не получается, требуется еще извращать с догибание до нужного угла.
Посмотреть бы хоть одним глазом как по другому это все гнется на ручных листогибах и 15 градусов получается.
Догнуть подсогнутый профиль можно миллионом способов - хоть действительно прищемить дверью,хоть зажав доской струбцинами - делов-то на 6 секунд.