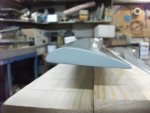
Полиуретан соответствующей марки конечно в разы устойчивее к абразивному износу . Сейчас мои коллеги стали массово оклеивать деревянные лопасти полностью 1 мм пленкой ПУ .
Вот я теперь внимательно слежу за их работой ( наработкой ) в реальных условиях эксплоатации : Песок,вода ,снег , кристалики льда , мелкие предметики ( жуки ,мухи ,трава ,плиэтиленовые пакеты.........полторашки ........) на скоростях 110-130 м/сек.
Такие условия трудно смоделировать на наждаке . Меня не интересует принципиальная твердость и износостойкость ,она меня интересует только применительно оковки конкретных а не гипотетических винтов .
Так что полгодика понаблюдаю и может заменю металл. оковку на полоску этого ПУ . Которую приклеить в предусмотренное обнижение ,на лопасть очень просто .
В бытность массовых полетов на дельталетах на химии ,мы клеили на переднюю кромку простую синюю иззоленту. Так она держалась по нескольку дней , меняли ее по мере повреждений . А вот без этой оклейки .такие-же винты ,за этот период ,по передней кромке износились заметно больше .как " мыши ее погрызли ".
Выходит большая твердость оковки не панацея .
Ведь краска на необклеенном винте иззолентой,конечно тверже чем иззолента - а в результате - менее твердый материал ЛУЧШЕ выполнил защитную функцию . 🙂
Вот я теперь внимательно слежу за их работой ( наработкой ) в реальных условиях эксплоатации : Песок,вода ,снег , кристалики льда , мелкие предметики ( жуки ,мухи ,трава ,плиэтиленовые пакеты.........полторашки ........) на скоростях 110-130 м/сек.
Такие условия трудно смоделировать на наждаке . Меня не интересует принципиальная твердость и износостойкость ,она меня интересует только применительно оковки конкретных а не гипотетических винтов .
Так что полгодика понаблюдаю и может заменю металл. оковку на полоску этого ПУ . Которую приклеить в предусмотренное обнижение ,на лопасть очень просто .
В бытность массовых полетов на дельталетах на химии ,мы клеили на переднюю кромку простую синюю иззоленту. Так она держалась по нескольку дней , меняли ее по мере повреждений . А вот без этой оклейки .такие-же винты ,за этот период ,по передней кромке износились заметно больше .как " мыши ее погрызли ".
Выходит большая твердость оковки не панацея .
Ведь краска на необклеенном винте иззолентой,конечно тверже чем иззолента - а в результате - менее твердый материал ЛУЧШЕ выполнил защитную функцию . 🙂