Сварка титановых сплавов это очень сложный процесс требующий высокой квалификации сварщика и специального оборудования.
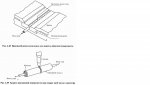
Обычные аргоновые горелки с краником тут не годятся. Нужна горелка с юбкой или газозащитным фартуком. И обязательно с дистанционной подачей газа (кнопка), поскольку его надо подавать для защиты обратной стороны шва. Полностью , все что может нагреться выше 300 С подлежит газовой защите.
Обычный технический аргон тут не годится. Нужен чистый или особо чистый (лабораторный 9999%) аргон. А еще лучше его смесь с гелием той же чистоты.
Таким образом варят только неответственные детали.
Сварка ответственных конструкций из титана (например на УМПО или Севмаше) выполняют только в установках "Атмосфера-2" или "Атмосфера-24". Газовая камера наполняемая аргоном упомянутой чистоты. И туда в скафандрах через шлюз заходят сварщики в скафандрах. Работа очень тяжелая и вредная. Для крепких здоровьем мужиков.
Обычные аргоновые горелки с краником тут не годятся. Нужна горелка с юбкой или газозащитным фартуком. И обязательно с дистанционной подачей газа (кнопка), поскольку его надо подавать для защиты обратной стороны шва. Полностью , все что может нагреться выше 300 С подлежит газовой защите.
Обычный технический аргон тут не годится. Нужен чистый или особо чистый (лабораторный 9999%) аргон. А еще лучше его смесь с гелием той же чистоты.
Таким образом варят только неответственные детали.
Сварка ответственных конструкций из титана (например на УМПО или Севмаше) выполняют только в установках "Атмосфера-2" или "Атмосфера-24". Газовая камера наполняемая аргоном упомянутой чистоты. И туда в скафандрах через шлюз заходят сварщики в скафандрах. Работа очень тяжелая и вредная. Для крепких здоровьем мужиков.