valery22
Снова хочется строить самолеты!
- Откуда
- 200м правее глиссады Шер.25
Follow along with the video below to see how to install our site as a web app on your home screen.
Примечание: This feature may not be available in some browsers.
А, ну такие мелочи без проблем.Печатал ABS, кубик 1.5х1.5х1.5 см... Заполнение 100%..
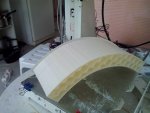
Вот что-то покрупнее- там уже начинает заметно работать усадка, с краёв отлепляться начинает.
Если нормально прогревается пластик и подобраны скорости- не расслоится.Даже если он будет приклеен намертво, всё равно расслоится потом по телу детали.
я про это тоже слышал, поэтому в первую очередь пробую на ABS.PLA несравнимо лучше в печати, но про него говорят, что долго не держится- солнце и влага его разрушает.
Вроде как, это сказки - в помещении (даже в ванной) живет годами без видимых изменений вообще. Попадалось специальное обсуждение.говорят, что долго не держится- солнце и влага его разрушает
На этом сайте бывал, но глубоко не вчитывался.Интересно, вы 3Dtoday читаете? Там
На робофоруме есть большущий раздел по печати.Интересно, вы 3Dtoday читаете? Там разжеваны абсолютно любые нюансы
На этом сайте бывал, но глубоко не вчитывался.Интересно, вы 3Dtoday читаете? Там
Спасибо за совет, попробую регнутся на нём. может действительно что подскажут...
я замечал, что когда говоришь, что делаешь настоящий самоль, люди действительно становятся отзывчивыми.
Даже торгаши на рынках разрешали копаться в пиломатериалах для поиска одного единственного бруска из нескольких кобов дров...
... не будем о грустном.тут похоже тот же принцип, готовы помочь
Настолько много разных параметров, что у каждого принтера свои особенности.надо идти читать-читать-читать про настройку и техпроцесс, а потом печатать.
Вобщем мнение пока не проверенное! Два мотора по вертикальной оси не дают точного позиционирования, человек у которого я брал комплектуху для своего принтера, говорил о такого рода проблеме, решил он это установкой 1 мотора который приводит оба вала через ремешок, говорит что после этого расслойки пропали. Верить или нет, нужно проверять... не будем о грустном.тут похоже тот же принцип, готовы помочь
Но результат четвёртого эксперимента - не утешителен.
Как я и предполагал, расслоение имеет системную причину и даже надежное приклеивание не спасает от него.
Сегодня пойду консультироватся в фирму, где покупал комплектовку для принтера. У них получаются довольно крупные изделия без трещин. может посоветуют чего...
Если не получу внятных рекомендаций, куплю PLA пластик, буду пробовать с ним.
извините... а Ваш принтер открытый или в теплоизоляционной коробке?У меня покупной принтер, настройки практически не трогаю, ничего не расслаивается- слои спекаются качественно.
Принтер Феликс2:А какой марки?А на максимальный размер 200*200*200 мм тоже печатали?