valery22
Снова хочется строить самолеты!
- Откуда
- 200м правее глиссады Шер.25
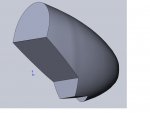
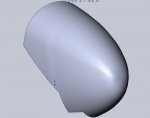
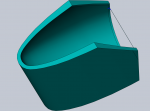
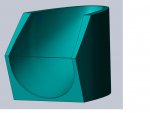
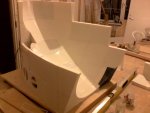
Наконец то нарисовал модель носа и матрицу к нему. Однако, вспотел.
До этого в Солиде рисовал только вещи, которые можно определить 3-мя стандартными видами.
Строить тела по сечениям, да ещё и с различными плоскостями под различными углами - оказалось сложно для моего понимания.
А по Модели потом ещё и матрицу построить - это другая тема...
Ну в общем, смотрите, что получилось...
До этого в Солиде рисовал только вещи, которые можно определить 3-мя стандартными видами.
Строить тела по сечениям, да ещё и с различными плоскостями под различными углами - оказалось сложно для моего понимания.
А по Модели потом ещё и матрицу построить - это другая тема...
Ну в общем, смотрите, что получилось...