Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Примечание: This feature may not be available in some browsers.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нем неправильно.
Необходимо обновить браузер или попробовать использовать другой.
Необходимо обновить браузер или попробовать использовать другой.
Piper Cub
graysparrow
летать...
- Откуда
- Москва
Материал, я понимаю, д16т? Производили предварительный отпуск или гнули без оного?
Какая ширина отгибаемой кромки? После снятия шаблонов, не ведет нервюру?
Заказал бы, если возможно, ваше устройство 😉
Какая ширина отгибаемой кромки? После снятия шаблонов, не ведет нервюру?
Заказал бы, если возможно, ваше устройство 😉
Andreas
Мы рождены, чтоб сказку сделать былью!
Д16Т, бортик на 5мм под 45 градусов. Гнуть надо около 60. Никакой термообработки не делали (естественно, металл свежий). После снятия не ведет.
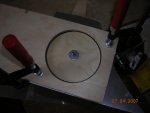
Устройства-то как такового нет! Если по картинке непонятно - нервюра зажимается между двумя симметричными шаблонами, состоящими из 20мм фанеры и 3 мм накладки из дюраля, по краю которой сделано скругление r3. После этого бортик отгибается круглым пуансоном методом закручивания гайки.
Матрицы все равно делать придется. А пуансон тюбому токарю заказать можно, потом - шпилька, гайка и опорная пластина с отверстием.
Устройства-то как такового нет! Если по картинке непонятно - нервюра зажимается между двумя симметричными шаблонами, состоящими из 20мм фанеры и 3 мм накладки из дюраля, по краю которой сделано скругление r3. После этого бортик отгибается круглым пуансоном методом закручивания гайки.
Матрицы все равно делать придется. А пуансон тюбому токарю заказать можно, потом - шпилька, гайка и опорная пластина с отверстием.
Вложения

graysparrow
летать...
- Откуда
- Москва
graysparrow
летать...
- Откуда
- Москва

graysparrow
летать...
- Откуда
- Москва

graysparrow
летать...
- Откуда
- Москва

graysparrow
летать...
- Откуда
- Москва
точное совпадение пуансона и отверстия дает ровный угол в месте сгиба.
у меня, в принципе, есть конус...
основная причина изгиба детали - отсутствие ребер жесткости по краям, нервюра выполненая в соответстивии с чертежами будет прямая но также в ней будут присутствовать постоянные напряжения. что само по себе напрягает :-/
у меня, в принципе, есть конус...
основная причина изгиба детали - отсутствие ребер жесткости по краям, нервюра выполненая в соответстивии с чертежами будет прямая но также в ней будут присутствовать постоянные напряжения. что само по себе напрягает :-/
Вложения

andrey
ОКБ "Дельфин"
- Откуда
- Санкт-Петербург, Кронштадт
Вставлю свои пять копеек.
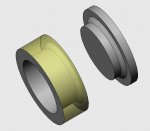
Раз уж похода к токарю не избежать, то уж лучше сразу заказать несколько таких приспособ из какой нибудь стали на разные диаметры (например, если предполагается отверстия сверлить корончатыми фрезами (в любом строительном магазине можно купить) то под диаметры этих фрез и заказывать)
На скорую руку набросал (желтоватая грань - типа прозрачная).
Штампуется один-двумя ударами молотка. Молоток желательно достаточно тяжелый ну и бронзовый (латунный и тп). За неимением такового я долбил обыкновенной свинцовой чушкой, которая чудесным образом оказалась под рукой.
Точные размеры получаемой отбортовки не помню, завтра могу посмотреть точно. На вскидку: ширина 5-6 мм, угол меньше 45 градусов!!!
Раз уж похода к токарю не избежать, то уж лучше сразу заказать несколько таких приспособ из какой нибудь стали на разные диаметры (например, если предполагается отверстия сверлить корончатыми фрезами (в любом строительном магазине можно купить) то под диаметры этих фрез и заказывать)
На скорую руку набросал (желтоватая грань - типа прозрачная).
Штампуется один-двумя ударами молотка. Молоток желательно достаточно тяжелый ну и бронзовый (латунный и тп). За неимением такового я долбил обыкновенной свинцовой чушкой, которая чудесным образом оказалась под рукой.
Точные размеры получаемой отбортовки не помню, завтра могу посмотреть точно. На вскидку: ширина 5-6 мм, угол меньше 45 градусов!!!
Вложения
Andreas
Мы рождены, чтоб сказку сделать былью!
точное совпадение пуансона и отверстия дает ровный угол в месте сгиба.
у меня, в принципе, есть конус...
основная причина изгиба детали - отсутствие ребер жесткости по краям, нервюра выполненая в соответстивии с чертежами будет прямая но также в ней будут присутствовать постоянные напряжения. что само по себе напрягает :-/
Не совсем!
кромка матрицы скруглена должна быть!
Вложения

andrey
ОКБ "Дельфин"
- Откуда
- Санкт-Петербург, Кронштадт

Denis
Я люблю самолеты!
- Откуда
- Украина, Донецк

graysparrow
летать...
- Откуда
- Москва
Не совсем!
кромка матрицы скруглена должна быть![/quote]
это конечно важно, но больше волнует прямолинейность всей нервюры...
да ладно, главное практика, и тот факт что отпускать не надо.
кромка матрицы скруглена должна быть![/quote]
это конечно важно, но больше волнует прямолинейность всей нервюры...
да ладно, главное практика, и тот факт что отпускать не надо.
Andreas
Мы рождены, чтоб сказку сделать былью!
Не совсем!
кромка матрицы скруглена должна быть!
это конечно важно, но больше волнует прямолинейность всей нервюры...
да ладно, главное практика, и тот факт что отпускать не надо.
[/quote]
Примечание.
Если металл свежий! Если 2-3 года - то уже не знаю.
graysparrow
летать...
- Откуда
- Москва
и кто-ж скажет что материал свежий? на ощупь определить сложно, особенно если хранился в масле :-/
graysparrow
летать...
- Откуда
- Москва
про чертежи не забыли? :~)
grek сказал(а):Привет всем из Волгограда!
Для фюзеляжа хотим взять трубы из стали 08ПС электросварная. Ваше мнение ....
...овнище ещё то. Даже не думайте.
/me
Similar threads
- Ответы
- 0
- Просмотры
- 64
- Ответы
- 4
- Просмотры
- 1293
- Ответы
- 17
- Просмотры
- 2422
Поделиться: