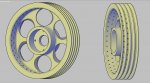
Дмитрий,а шкив полностью на фрезерном делали?
Да, в то время у меня не было доступа к токарному станку и приходилось выдумывать, как сделать на фрезерном.
Предварительно я обработал заготовку на поворотном столе фрезой, а уже после термообработки крепил шкив
в горизонтальном шпинделе фрезерного станка и точил как на токарном. Для удобства обработки на столе крепил
резцедержатель от токарного станка, а для того что бы все канавки были одинаковыми, устанавливал индикатор
часового типа, по нему отслеживается перемещение инструмента с точностью до 0,01мм.