В Германии вроде нашел, где купить основные расходники для инфузии. Фирма HACOTECH, очень хорошо отвечают на вопросы, цены вроде неплохие, правда розницей почти не торгуют - только рулонами.
Шланги по ссылке выше покрыты мембранным материалом, через который проходит воздух, но не проходит смола. Я пробовал с таким материалом делать сендвич-панель, используя его как вакуумный мешок, но как оказалось мембрана VAP насыщается смолой L1100. Итог - нельзя использовать многократно( Зато плюсы - не нужен вакуумный резервуар для сбора лишней смолы и куда меньше шансов испортить делать из-за не пропитанных мест.
Кому интересно - можете скачать мою презентацию про технологию VAP. http://files.mail.ru/31DR69
Ее можно применить для изготовления полок лонжеронов, причем расходников нужно меньше, была бы только возможность купить сам мембранный материал...
Вот нашел подходящую сетку для инфузии - catalogue.airtech.lu/product.php?product_id=247&lang=EN
По крайней мере, она должна не так много смолы брать.
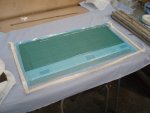
Учась работать с вакуумной инфузией, понял, что нужно
точно посчитать, сколько смолы нужно размешать, с учетом армирующих волокон, жертвенной ткани, СЕТКИ для смолы, и даже шлангов. Тогда получаются минимальные отходы.
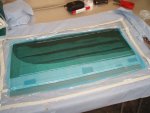
Вакуум по окончанию инфузии нужно ЗАКРЫВАТЬ обязательно. Однажды у меня попал воздух вместе со смолой, я хотел спасти деталь и оставил вакуум открытым, в итоге он высосал смолы столько, что деталь невозможно было даже резать. Это также потому, что Л1100 очень долго остается жидкой.
Лучший вариант - прикрыть подачу смолы незадолго до окончания пропитки, тогда излишек смолы около входа уйдет. Дальше я добавлял немного смолы, пока не заполнятся все шланги вакуума, при том условии, чтоб на входе излишка смолы не было. Когда он есть - то пленка "плавает" около спиральных шлангов при нажатии пальцем. По окончанию перекрывал вакуумную трубку зажимом. В мешке в таком случае не остается полостей с разряжением, и нет опасности, что через какое-то время они заполнятся смолой и ламинат станет "сухой". Для стеклопластика максимум получалось объемное содержание волокон 53-54% при том, что не было недостатка смолы в ламинате.
А кто-нибудь делал крылья инфузией по безматричной технологии?) Интересует, сколько смолы расходуется на 1 м2 пенопласта 32-35кг/м2, когда знаем вес сухих волокон на 1м2. Интересно просто, сколько в поры уходит смолы.