- Откуда
- Уфа
Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Примечание: This feature may not be available in some browsers.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нем неправильно.
Необходимо обновить браузер или попробовать использовать другой.
Необходимо обновить браузер или попробовать использовать другой.
Двигатели.

- Откуда
- Уфа

- Откуда
- Уфа
Не знаю, можно ли дождаться ответов на вопросы, в этом кружке по интересам, хоть от г-на Рудковского или хотя бы членов его фан-клуба…скорее всего нет.
Если судить, о том, как просили г-на Рудковского обозначить удельные характеристики расходов топлива на его двигателях, после его замечания о достигнутой им топливной экономичности его 2т моторов (соответствующей показателям 4т двигателей) что было в этой теме, потом было убрано совсем, что в этой …..http://www.reaa.ru/cgi-bin/yabb/YaBB.pl?num=1340306286/1590
понравилось вот это -
Если судить, о том, как просили г-на Рудковского обозначить удельные характеристики расходов топлива на его двигателях, после его замечания о достигнутой им топливной экономичности его 2т моторов (соответствующей показателям 4т двигателей) что было в этой теме, потом было убрано совсем, что в этой …..http://www.reaa.ru/cgi-bin/yabb/YaBB.pl?num=1340306286/1590
понравилось вот это -
На режиме частичной нагрузки (пропеллер) инжектор дал экономию чуть не 2 кратную экономию и этот конкретный 2-тактник оказался экономнее и мощнее импортного 4-тактного, ранее применявшегося заказчиком на своём аппарате.
такие результаты ОБЯЗЫВАЮТ удостоверится в их достоверности. когда получаешь такие результаты- первым делом надо отправлять "мыть руки того заскорузлого пацана что колбу держит- цэ2аш5напару".
потому что в приведенной картинке с расходами- в зоне рабочих оборотов- обычные для двухтактника 400г/лсч. и лишь в одном месте один из графиков ложится на достаточно сомнительные (уж простите- ваша репутация работает) 300глсч. при этом если далеко не ходить и посмотреть на сканы выложенные Leonid- то четырехтактник 40х годов потребляет 260-290глсч.
а вы тут " в два раза- в два раза". руки мыть надо...
- Откуда
- Уфа
Судя по шероховатости поверхности литьё не похоже на коккильное. При коккильном литье хорошо видны уклоны от выпускного окна. Ну и потом, поверхность коккиля покрывают краской на основе окиси цинка и мела, а она позволяет получать гладкую поверхность. Какой смысл делать покрытие поверхности коккиля на основе мелких фракций песка, это ведь не чёрное литьё? Опять теория заговора? Подобную поверхность отливка может иметь при литье по ХТС или по выжигаемой модели полученной на 3D-принтере. Даже при ручной формовке, с применением облицовочного слоя, поверхность будет чище. Ну и потом, посмотрите на отверстия под крепёж, там ведь аналогичная поверхность, а при коккильном литье подобные отверстия, как правило, выполняют мех. обработкой. Я не понимаю, чем Вам так насолил Валера? Красивые восковки, красивая отливка.и литьё это, кокильное)))
Игорь Петрович, я запресовывал восковку обычной автомобильной шприц-маслёнкой и стенки не теплоизолировал.
Ему Вы тоже такой вопрос задавали?
Как мне тут было высказанно замечание о том, что неплохо было бы сотрудничать людям кто делать может что-то полезное.
Я так-то не против))).
Но видим что видим)))
KAA
Ненавижу Солидворкс!
- Откуда
- Россия, Казань
К вопросу об экономической целесообразности литья:
Ваши увлекательные эксперименты с восковками, различными составами для форм, прокаливанием гипса....тоже денег стоят и должны окупиться. Что при серии "народных" двигателей в сотню-другую- проблематично. Ситуация меняется лишь для деталей "антинародных" двигателей серийных БПЛА, принятых на вооружение.
Но если ув. двигателисты рассматривают этот процесс как забаву-другое дело!
@ jbiplane
неспроста картеры фрезерует! 😉
Ваши увлекательные эксперименты с восковками, различными составами для форм, прокаливанием гипса....тоже денег стоят и должны окупиться. Что при серии "народных" двигателей в сотню-другую- проблематично. Ситуация меняется лишь для деталей "антинародных" двигателей серийных БПЛА, принятых на вооружение.
Но если ув. двигателисты рассматривают этот процесс как забаву-другое дело!
@ jbiplane
неспроста картеры фрезерует! 😉
- Откуда
- Уфа
Знаешь, Алексей, если ставить задачу создать ВЕЩЬ! будут найдены и возможности сделать, я знаю тебя, знаю людей с этого форума, которые в реальности работают и могут делать что-то. В большинстве случаев, как тут, много ни о чем вообще)KAA сказал(а):К вопросу об экономической целесообразности литья:
Ваши увлекательные эксперименты с восковками, различными составами для форм, прокаливанием гипса....тоже денег стоят и должны окупиться. Что при серии "народных" двигателей в сотню-другую- проблематично. Ситуация меняется лишь для деталей "антинародных" двигателей серийных БПЛА, принятых на вооружение.
Но если ув. двигателисты рассматривают этот процесс как забаву-другое дело!
@ jbiplane
неспроста картеры фрезерует! 😉
Да и не приняты его двигатели на вооружение и не могут быть приняты, ;D если бы это случилось, мы бы с тобой это точно знали))
P.S. так-то я не металлург и не литейщик по профилю, ты же знаешь, просто приходится предмет изучать, прежде чем садиться за проектирование чего-либо.
Pisman
Постепенно твердеющий тряпколетчик
@
Pisman
не подскажешь где можно почитать
напиши мне mail@sibaero.ru посмотрю в своем архиве
Pisman
Постепенно твердеющий тряпколетчик
ежу понятно что на картинке чужой обточенный и покрашенный цилиндр. Не в первый раз уже. тем и насолил. а качество показанных jbplane отливок заметно отличается. Валера привык в легкую выдавать чужое за свое. Я неоднократно намекал ему на это. Leonid высказался менее сдержанно. но вполне корректно. Если подходить к вопросу исключительно технически то примерно большая часть того что постит Jbplane в цензурных выражениях не оценишь.Я не понимаю, чем Вам так насолил Валера? Красивые восковки, красивая отливка.
Jbiplane
Стремлюсь к совершенству
- Откуда
- Красноярск
KAA сказал(а):@ jbiplane
неспроста картеры фрезерует!
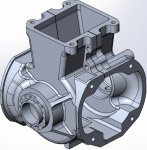
Конечно.
1. Фрезерованный прочнее и легче отливки. Будет гарантированно работоспособным.
2. Мы можем каждому клиенту делать индивидуально модифицированный двигатель, максимально заточенный под его потребности.
Вот тут клиент попросил
- повернуть выхлопные цилиндров в сторону пуска и убрать элементы крепления редуктора для достижения минимальной массы.
- сделать в носовой части крепление генератора на 6000 ватт
- сделать заднюю часть картера полностью герметичной - спрятать зубчатое индикаторное колесо внутри, а водозащищенный индукционный датчик снаружи.
Канэшно дорогой, любой каприз за ваши деньги 🙂
Весить этот ФРЕЗЕРОВАННЫЙ ИЗ БОЛВАНКИ картер на 350-кубовый мотор 800 грамм.
Цилиндры - чужие отливки облегченные фрезерованием с 1800 до 1070 грамм и перепокрытые изнутри никасилом вместо хрома.
Если есть возможность использовать качественные чужие компоненты, всегда ей воспользуюсь. Но некоторым заказчикам важно иметь всё российского производства невзирая на стоимость.
А вот фрезерование тайваньского цилиндра - доведение до кондиции. Это дешевле чем из собственного литья...
[media]https://www.youtube.com/watch?v=bwgDTPtC_70[/media]
Картинка по расходу присутствует в
Re: Производство парамоторов.
Ответ #1615 - 22.11.16 :: 16:28:54
Здесь ей не место. И так не ветка, а срач
Вложения
Алексей Костенко (А.Г.К)
Я люблю строить самолеты!
Похоже Вы никогда не видели детали из алюминия после термообработки или хим. травления.Pisman сказал(а):покрашенный цилиндр.
Это типичный ХТС полученный на пескодувной головке. У нас разговор зашёл о качестве наружной поверхности, то бишь шероховатости. В данном случае шероховатость поверхности будет обусловлена величиной фракции песка. Для автомобильной промышленности с крупносерийным производством это нормально. Если хотите получить шероховатость поверхности на уровне коккильного литья то придётся применять точное литьё с использованием этилсиликата или гипсовые формы. Да это дорого и требует более высокой культуры производства чем при формовке в землю. К стати, геометрическая точность отливок получаемых по выплавляемым моделям выше чем получаемым в разъёмных опоках. Выбор того или иного способа литья личное дело производителя и зависит от наличия у него требуемого оборудования.Не скажите что это?))
Алексей Костенко (А.Г.К)
Я люблю строить самолеты!
По поводу вашего указательного пальца. Наличие заформованного "холодильника" является признаком "высоких технологий"? При советской власти оно таковым не являлось. Может это в эпоху "эффективных манагеров" стало считаться таковым. Не нужно оскорблять технологов. Если это шутка, то шутка глупая которая вызывает вопросы к умственным способностям шутника. Конструктор обязан быть хорошим технологом, иначе от превращается в рисавулю.
- Откуда
- Уфа
Алексей Генадьевич, я думаю мы могли бы быть полезны друг другу. С уважением.
Глупую шутку убрал. Сам все прекрасно понимаю.
(Это появилось в ответ на замечание некоего "технолога", у которого отсутствовали признаки первичного воспитания")
Глупую шутку убрал. Сам все прекрасно понимаю.
(Это появилось в ответ на замечание некоего "технолога", у которого отсутствовали признаки первичного воспитания")
Алексей Костенко (А.Г.К)
Я люблю строить самолеты!
Не думал что когда нибудь потребуется такая информация. Соответственно и не имею её. Я уже писал, припрокалке гипсовых форм удаляется кристаллизационная вода и образутся поры в форме. Газопроницаемость прокаленных гипсовых форм, по меньшей мере, никак не ниже чем форм полученных по ХТС. Заливка гипсовых форм ведётся по "горячему" с вакуумированием полости что улучшает проливаемость. Согласен, литьё в гипсовые формы муторно и требует хорошей подготовки.leonid--23 сказал(а):1 – все-таки, какие характеристики газопроницаемости у гипсовых форм.(ну в каких нибудь цифрах или буквах)
Pisman
Постепенно твердеющий тряпколетчик
конечно не видел. каждый раз когда сую детали в ванну собственного участка травления глаза закрываю- а вдруг секрет шпиенам выдан. и термообработанных не не видел. с прокатом Д16Т работаю только в черных очках. и крашенных цилиндров не видел. выложенная выше фото нашего мотора точно такого же цвета говорит только о том что я ни разу в жизни не догадался смешать серебрянку с черной краской чтобы закрыть срамоту литого и пиленного изделия.Motorist_53 сказал(а):Похоже Вы никогда не видели детали из алюминия после термообработки или хим. травления.
и набрать в интернете "пескоструенный алюминий" и сравнить реальные фото с данным фейком- ну разумеется не я и не тут.
Jbiplane
Стремлюсь к совершенству
- Откуда
- Красноярск
Pisman сказал(а):и сравнить реальные фото с данным фейком- ну разумеется не я и не тут
Грешно обижаться на гаражного всезнайку. Вот так выглядит нехонингованное покрытие никасилом (то что внутри). Если не защищать внешнюю поверхность от химикатов, всё тоже станет серым. Внутри состав принудительно бурбулирует и поверхность матовая. Снаружи умеренно глянцевая. Этот конкретный цилиндр (на фото в этом посте) фрезерованный из болванки АК4-1.
У маленьких моторов, кубиков до 150 проблемы перегрева нет вообще, даже с толкающим пропеллером, если он недалеко от цилиндров.jbiplane я вижу у вас просто большой зазорище....
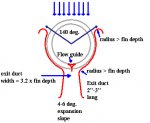
Съём тепла увеличивается кратно если турбулизировать набегающий воздух или располагать рёбра под углом к набегающему потоку. Оптимальное сечение ребра - трапеция.
Большой эффект даёт капотирование (Baffles+Deflector).
Посмотрите пару серьёзных статей - исследования NACA
https://ntrs.nasa.gov/archive/nasa/casi.ntrs.nasa.gov/19770025488.pdf
http://naca.central.cranfield.ac.uk/reports/1941/naca-report-726.pdf
Наш учебник
http://dpi-ngtu.ru/doc_for_load/Biblioteka/UMO/МАХПП/УП%20Сидягин.Расчет%20и%20проектир%20АВО.pdf
И картинки неизвестного качества от индусов
http://searchdl.org/public/book_series/MES/2/505.pdf
Вложения

@ jbiplane
Съём тепла увеличивается кратно если турбулизировать набегающий воздух или располагать рёбра под углом к набегающему потоку. Оптимальное сечение ребра - трапеция.
Большой эффект даёт капотирование (Baffles+Deflector).
съем тепла увеличивается тогда когда между ребрами ламинарный поток....а когда за счет роста толщины пограничного слоя канал запирается и все заканчивается. работает только та часть ребра которая ламинарно обтекается увеличивая межреберное расстояние уменьшаешь потребную площадь охлаждения.
Съём тепла увеличивается кратно если турбулизировать набегающий воздух или располагать рёбра под углом к набегающему потоку. Оптимальное сечение ребра - трапеция.
Большой эффект даёт капотирование (Baffles+Deflector).
съем тепла увеличивается тогда когда между ребрами ламинарный поток....а когда за счет роста толщины пограничного слоя канал запирается и все заканчивается. работает только та часть ребра которая ламинарно обтекается увеличивая межреберное расстояние уменьшаешь потребную площадь охлаждения.
Jbiplane
Стремлюсь к совершенству
- Откуда
- Красноярск
MiG17_RUS сказал(а):ребрами ламинарный поток
Нужно моделировать в CFD. Интуитивно кажется что на коротких рёбрах и больших проходных сечениях турбулентный поток охлаждает лучше, на длинных тонких рёбрах всё происходит как описано у вас. В любом случае капотирование здорово помогает.
http://x-jets.com/a_cooling_efficiency.html
Вложения
RVD
От поршня к гипо-зпитрохоидам всех видов..
.... я запрессовывал восковку обычной автомобильной шприц-маслёнкой и стенки не теплоизолировал.
Разве "малая механизация" не двигатель прогресса. Включил кран, и ага... 😱
.... форма объемом больше литра, задулась через жиклер в 3 мм. диаметром, за 1.5 секунды ( врубил 13 атмосфер), остальные секунд пять боролся с остаточным давлением воздуха (завтра вместо двухходового, поставлю трёхходовой кран) , в это время, оставшийся в "кувшине" "парафин" тоже время не терял даром, выдув остатки "рабочего тела" через сапун, так что парфюмерия мне уже не нужна - и руки как минимум, увлажнены, не считая штанов :IMHO
Все издержки перекрывает хорошая фактура поверхности будущей детали и никаких отклонений формы, идеальная передача объема. Осталось подобрать давление воздуха, поставив кран мгновенного сброса давления, изменить последовательность заполнения стакана, просто разогрев парафино-стеариновой смеси отдельно, а не вталкиванием внутрь раздробленных кусков "породы" - и плавя их встроенным ТЭНом, да и изоляция действительно вещь лишняя, я это уже понял, тепло надо не сохранять, а отводить избытки... опускать температуру, а не поднимать ее в задувочной машине, оставив второму ТЭНу тонкую регулировку температуры. :IMHO
Да, и еще, забыл, для смазки формы использовал силиконовый прозрачного вида гель, самую малость прихватывает местами, но в целом разъём отходит легко, надо наверное действительно, силикон использовать не тот, что для смазки, а тот, что для литьевых моделей.
Similar threads
- Ответы
- 14
- Просмотры
- 1927
- Ответы
- 145
- Просмотры
- 15141
- Ответы
- 10
- Просмотры
- 2892
- Ответы
- 48
- Просмотры
- 19577
Поделиться: