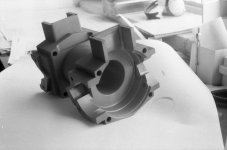
Ничего не поздно. А штоб не получилось как ,, но ручная работа по обгрызанию излишков меня не вдохновила, а потом даже заставила пожалеть, когда захотелось поставить бензонасосы или какое либо из 7 электронных зажиганий, а хорошие бобышки с картера уже "ушли".,, Именно через этот путь прототипа и опытного(или сразу трех) опытных образцов, все проходят. Во всяком случае проходили традиционно раньше (если почитать о создании самолетов и моторов в 30тых годах) А по итогам полной проработки и испытаний и отладкой всего навесного, вот тогда уже можно и ,,обойти технологию кирпича,,Поздно уже😔 Модель еще неделю насад сделали для литья. И вчера залили два первых картера.
Я еще не цилиндров не делал не головок. Эту модель сделали как прототип. Не литейную оснастку , а именно просто формовочную модель. Если он получится как рассчитываем в 60 лс. То тогда сделаем по другому.
А сейчас он практически готов. Переделаю только щеки до 20 мм высоты и палец на Ф29 весь.
Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Примечание: This feature may not be available in some browsers.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нем неправильно.
Необходимо обновить браузер или попробовать использовать другой.
Необходимо обновить браузер или попробовать использовать другой.
Самодельный ДВС
-
- Теги
- ретро эксперименты
Владею псом с 80того года +вел секцию мотокросса в те годы и сам гонял и участвовал в соревах в классе 350(сначала иж-к 11 мотор планка потом иж-к15, 16 мотор псовый. Всю сознательную жизнь с разными 2Т . Для себя сделал вывод, на исправном 2Т моторе на предмет прихватит-не прихватит процентов 70 зависит качества смеси б(едная - богатая). И только остальные 30проц все остальноеВидос попался про эти планеты. Катался человек, катался, на Иж спорте со скоростью 80, все было замечательно, когда же решил давануть 140 км/ч получил клин уже через 30 сек. А ведь в авиа режиме постоянно такая нагрузка будет.
Не все так безоблачно с этими планетами.
Температура нагрева под посадку не должна превышать температуру отпуска. Либо очень незначительно по сумме температура/время. Но поскольку это крайне немного, 10-20 градусов, лучше обойтись...А насчёт низкотемпературного отжига при 250, что, это действительно существенно? На сколько снижается, скажем, твёрдость?
Твердость не принципиальна, хуже падение "работы разрушения" и прочих механических качеств. Возможно искажение формы связанные температурными изменениями структуры.
Если нет возможности уточнить режим отпуска, прикинуть оный по твёрдости, проще смотреть по диаграммам ударной вязкости, относительного сужения от температуры отпуска.
DeadDenne
Продажа комплектующих - 2015chernov@mail.ru
- Откуда
- Беларусь, Минск
Скажем конкретнее.
1.сталь 40хили 30хгса.
Калим на 880гр.на масло.твердость 46единиц.
Отпускаем при 320градусах.
Твердость 42 единицы.
2.12хн3а.после цементации калим 870-880гр.твердость 65единиц.нормализация 250гр.твердость прежняя.
3.сталь 40х.отпуск при 530гр.твердость с 46 единиц станет 32.
Что по поводкам.Расмотрим азотирование.делают как поверхностное упрочнение и т.п.на финишной операции температура 500-550гр.без поводок.
Поэтому грейте РАВНОМЕРНО и собирайте
1.сталь 40хили 30хгса.
Калим на 880гр.на масло.твердость 46единиц.
Отпускаем при 320градусах.
Твердость 42 единицы.
2.12хн3а.после цементации калим 870-880гр.твердость 65единиц.нормализация 250гр.твердость прежняя.
3.сталь 40х.отпуск при 530гр.твердость с 46 единиц станет 32.
Что по поводкам.Расмотрим азотирование.делают как поверхностное упрочнение и т.п.на финишной операции температура 500-550гр.без поводок.
Поэтому грейте РАВНОМЕРНО и собирайте
Моторс-инжиниринг
Техника- наше все!
- Откуда
- Беларусь
Мне столько не нужно. У него ведь ход поршня не мал. И я так понимаю, что на 6000 об мин с него явно совсем другая мощность снималась.до 6000,
Если получится с поршнем на Ф76 и на 5600 об с этого мотора будет снято 60 лс. То он может быть востребованным.
Вот вроде "допилил " поршень.
Вложения
Моторс-инжиниринг
Техника- наше все!
- Откуда
- Беларусь
Посмотрим. Этот демпфер выдерживает BMW R-1200. А у него обьем 1200 см куб и степень сжатия 12.5демпфер на малой шестерне спасает слабо.
Нет сделаю центробежное сцепление. Оно проверено на современных дизелях. Уже больше 4 лет.
Это просто образец как оно выглядит. На схеме для мотора в 250 лс BMW M57D30D1
Для 2Т мотора оно будет и проще и легче.
Вложения
Последнее редактирование:
Моторс-инжиниринг
Техника- наше все!
- Откуда
- Беларусь
Георгий Соломонович, а расскажите пожалуйста , что получилось с установкой лепесткового клапана в картер? Я так понял, что Вы от него отказались в последствии?серийный мотор
В подтверждение этого. Из практического опыта. Пружинная проволока или рессорная калим на масло(температуру точно до градуса не знаю ибо по старинке по цвету как деды делали. Получаем хруп-хруп при изгибе или сжатии. Ложим изделие и свидетеля рядышком для пробы в печь на отпуск , ставим 220 град(тут уже точнее ибо имеется прибор-с). Выдерживаем(от полчаса до часа в зависимости от чего хотим получить) получаем самое то, и не ломается но и не ,, усаживается,, Удивлялся как там всё довольно точно должно быть(поле допуска по т-ре по времени по марке стали и даже от размеров и конфигурации детали.)Температура нагрева под посадку не должна превышать температуру отпуска. Либо очень незначительно по сумме температура/время. Но поскольку это крайне немного, 10-20 градусов, лучше обойтись
Последнее редактирование:
- Откуда
- город Магадан
Сборку 3D модели мотора ДД-700/40, закончил. 🙂 Всё остальное - это готовые узлы и детали.


Это следующий вариант, с общими деталями картера и добавлением новых
Вложения






- Откуда
- город Магадан
Сегодня с утра вспомнил как пару лет назад делал 3D модели деталей втулки воздушного винта мотора М-11 самолёта По-2 (У-2).
И вот на этой ноте, у меня появилась идея создать для модели мотора ДД-700/40, похожую втулку воздушного винта.



И вот на этой ноте, у меня появилась идея создать для модели мотора ДД-700/40, похожую втулку воздушного винта.
Последнее редактирование:
- Откуда
- город Магадан
Конус вала имеет один пропил 2 мм.

Моторс-инжиниринг
Техника- наше все!
- Откуда
- Беларусь
Георгий Соломонович, это щека нового КВ?
Если да, то достойное решение!
Работала хорошо?
Просто задумался, когда Вы о 4 и 6 цилиндровом написали. Подумал как Вы тогда КВ собирали? Теперь все ясно!

Если да, то достойное решение!
Работала хорошо?
Просто задумался, когда Вы о 4 и 6 цилиндровом написали. Подумал как Вы тогда КВ собирали? Теперь все ясно!
На мой взгляд, в щеке не соблюдается условие равнопрочности. Жесткий участок (противовеса) и сравнительно тонкие участки (от внутренних углов буквы Т до центрального отв). Плюс отверстие под стяжной болт (именно в этой концигурации детали) сравнительно далеко вынесен от диаметра зажимаемого отв. Есть вероятность ,, слегка поплывет,, при затяжке и в итоге расстояние от оси центрального отверстия до оси пальца НГШ изменится (сотки) = есть вероятность выхода коленвала вцелом за поле допусков по соосности центральных шеекГеоргий Соломонович, это щека нового КВ?
Если да, то достойное решение!
Работала хорошо?
Просто задумался, когда Вы о 4 и 6 цилиндровом написали. Подумал как Вы тогда КВ собирали? Теперь все ясно!
Посмотреть вложение 579846
,,еперь все ясно!,, Такой способ соединения КВ давно и часто применяется . Даже на советских которые были не богаты разнообразием марок и моделей. Например ЛПМ привет или мотопомпа МП -800. Кстати, показанная деталь очень смахивает на оригинал мотопомпы у которой тоже ф72 х85 На иж -ю подобная штукенция абсолютно круглая. Правда там она вынесена из объема кривошипных камер.
Последнее редактирование:
Здесь напрашивается галтель в переходе с меньшего диам. конуса в цилиндрический участок хвостовика. Там ведь ничего не мешает(под втулкой). Можно даже не галтель а галтелищю или вообще продлить конус. Можно с более крутым углом чтоб он был покороче (вес)Конус вала имеет один пропил 2 мм.
Посмотреть вложение 579845
Спасибо! Конечно слежу! Только я имел ввиду уже чертежи в электронном виде.Амиго, все бесплатно было опубликовано в МК. Это был первый вариант. Следите за последующими публикациями.
old_soarer
Мотор в самолете вещь, в принципе, лишняя.
- Откуда
- Северный Казахстан
Сегодня с утра вспомнил как пару лет назад делал 3D модели деталей втулки воздушного винта мотора М-11 самолёта По-2 (У-2).
И вот на этой ноте, у меня появилась идея создать для модели мотора ДД-700/40, похожую втулку воздушного винта.
Посмотреть вложение 579842
Посмотреть вложение 579843
Посмотреть вложение 579844
(на форму шпоночного паза не обращаем внимания, считаем концептуальным) 🙂
Similar threads
Поделиться: