ИНЖЕНЕРНЫЙ ПАСПОРТ ПРОЕКТА И ТЗ
Объект разработки: Роторно-пластинчатый ДВС с параллельно-пространственным разделением цикла (Split-Cycle) и геометрией расширения Аткинсона.
1. ОБЩИЕ ПАРАМЕТРЫ И КИНЕМАТИКА СИЛОВОГО БЛОКА
Режим работы силового блока: Постоянный, низкооборотный — 900 об/мин.
Такты на модуль: 4 такта за 1 оборот вала.
Число рабочих ходов: 8 рабочих ходов за 1 оборот общего вала (2 тождественных модуля расширения на едином валу).
Компоновка: Угловое смещение модулей расширения строго на 90° для полной взаимной компенсации радиальных сил (нулевая радиальная нагрузка на опорные подшипники вала).
Вывод мощности: Между модулями интегрировано центральное многодисковое мокрое сцепление с полым выводом мощности на параллельный вал КПП.
Ограничение скорости: Линейная скорость апекса лопатки — не более 15 м/с. Максимальный габаритный радиус рабочей камеры по траектории апекса —
159 мм.
2. КОНСТРУКЦИЯ РОТОРА И ДЕСМОДРОМНОГО ПРИВОДА ЛОПАТОК
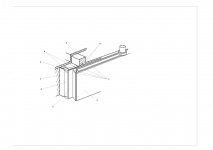
Топология ротора: Т-образный профиль («Гантель»). Центральный кольцевой выступ (два полукольца толщиной 20 мм). С обеих сторон — полный кольцевой обод (ширина 100 мм).
Изоляция: Внутренняя масляная ванна ротора закрыта защитными крышками. Продольные прорези в крышках выполнены исключительно под проход силовых штырей лопатки.
Открытый канал: Паз под лопатку в кольцевом выступе открыт с боков. Изолированный «колодец» отсутствует, что исключает гидравлический/пневматический замок при утапливании лопатки.
Планетарный десмодромный привод 1:2: На статоре жестко зафиксировано неподвижное центральное зубчатое колесо (солнце). На вращающемся суппорте ротора размещены сателлиты-кривошипы с шатунами, соединенными со штырями лопаток. Передаточное отношение 1:2 (2 оборота кривошипа на 1 оборот ротора; обороты сателлитов — 1800 об/мин). Механизм генерирует чистое синусоидальное движение лопаток, обеспечивая постоянный контакт уплотнений со стенками статора без фазы перекладывания граней.
Конструкция лопатки (Толщина 20–25 мм): Облегченная пространственная треугольная ферма с раскосами. Паз под торцевой апекс смещен от центра строго к нагруженной (рабочей) грани. Гнездо апекса выполнено со скосом в сторону действия одностороннего давления газов для газодинамического самоприжима. В толстые торцы интегрированы прямоугольные боковые уплотнительные сухари с Г-образным перекрытием (внахлест) с апексом